
Industry information
PVC wood plastic foam product production technology essence
Wood-plastic foam products is a new type of environmental protection decoration materials, environmental protection, no pollution, no formaldehyde, easy installation, decorative effect is beautiful, common products are ① bamboo and wood fiber integrated wallboard ② ecological wood, green wood ③ wood-plastic door, door cover line.
Take wood-plastic wallboard as an example, according to different sections, can be divided into 300, 400, 600 (mm) wide, and equipped with decorative lines.
I. Equipment and processing technology
(I) Equipment and equipment parameters
1, wallboard extruder: 65/132, 80/156 conical twin screw extruder, with 300, 400, 600 (mm) mold, the setting table to be wide can do more than 600 (mm). Line extruder: 51/105 conical twin screw extruder, with line die (die distribution foam die and hard die)
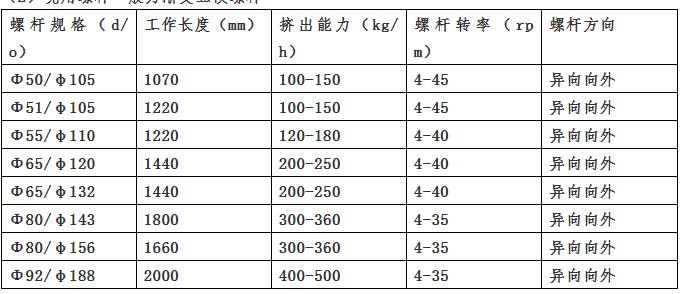
Extruder screw parameters:
(1) conical twin screw: double hole machine inlay, specifications in φ35mm/φ77mm-φ92mm/φ88mm, length diameter ratio in 25:1, screw clearance to equipment factory installation, according to the actual situation to determine the formula, if the screw clearance is too large or too small and equipment factory coordination adjustment.
(2) The current screw is generally a gradual change of five screw
(3) Screw technical indicators
Nitriding layer depth: 0.5-0.8mm
Nitriding hardness: 950-1020HV
Nitriding brittleness: ≤ one level
Surface roughness: Ra0.4μm
Straightness of screw: 0.015mm
Double alloy hardness: HRC55-62
Double alloy depth: > 2mm
(4) Selection of materials and technology
High quality 38 crmoa1a
High quality bidirectional stainless steel
High quality powder metallurgy material
Hot and cold spraying hard metal process
Advanced nitriding process
Bimetal processing manufacturing technology
(5) The screw base adopts 38CrMoA1A processing, ① heat treatment ② nitriding ③ electroplating hard chromium layer ④ high-frequency quenching ⑤ spraying bimetallic alloy layer
2, mixer: 300/600, 500/1000, 600/1200, 1000/2000 mixer,
The correct choice of mixing machine:
(1) Select the volume of the mixer according to the production capacity requirements
(2) The working volume of hot mixer is generally within 70-80%
(3) Automatic exhaust
(4) Seal well to prevent leakage of material
(5) Blade wear resistance is strong, mixing shear should be uniform without dead Angle
(6) to control the temperature automatically and accurately display
(7) Easy to maintain and repair
(8) The volume of cold mixing POTS is three times better than the volume of hot mixing POTS
(9) The cooling of cold mixing equipment should be uniform and the inner wall should not be dehydrated
(10) Cold mixing should be uniform, sealed well, and easy to repair and maintain
3, knife/hammer crusher, mill: according to the actual output order the corresponding type of crusher and mill
4, coating machine, 3D printer and other surface treatment equipment, coating film slitter machine, glue (hot glue, cold glue, etc.)
(2) equipment processing technology
Part YI: Brief introduction of PVC processing technology
The actual processing of PVC is divided into six parts, which are indispensable. The six parts do not say which part is important and which part is not important. They are equally important for PVC products.
1, the role of raw materials (including the physical properties of raw materials, chemical properties, mechanical properties and the role in PVC);
2, PVC formula;
1) Synergistic reaction formula: two raw materials put together can play three, four, five and other effects in the formula, with significantly higher efficiency.
2) addition reaction: the efficiency of two raw materials put together does not increase or decrease.
3) antagonistic reaction: the efficiency of two raw materials added together to the formula is not increased but decreased, equivalent to one or less than one effect, so its effect is significantly reduced, in fact, the antagonistic reaction is a kind of chemical reaction, the earliest is the acid base reaction in the chemistry;
3, mixing process: is to put the formula made of raw materials into a device heating mixing; Play a preplasticizing role;
4. Structure and extrusion process of extruder;
5, mold;
6. Operating skills and responsibility of employees.
The above six parts are inseparable, from any part of the product will not do a good job, do not ignore any part, technology does not understand, good products still do bad, on the contrary, the technology is good, for not very good formula can also do very good perfect. Responsibility is the human part. The six parts are equally important. In PVC processing, the formula accounts for 30~40% of a product, the structure and extrusion process of the extruder account for 25%, the mixing process accounts for 20%, and the operation technology and function of the staff also account for 10~15%.
The second part: Extruder structure and extrusion process:
1. Structure of extruder (take single screw as an example)
Extruder is composed of motor (drive device), reduction box (reducer), distribution box, barrel, screw (barrel screw is part of), heating and cooling device, electric control device. The core part of the extruder structure is the barrel and the screw, the other are auxiliary devices, but not without these devices, these devices belong to the fixed wearing parts. The material and the mixed dry powder are pushed into the barrel trough by feeding machine at a certain speed, and the material is naturally pushed into the barrel screw.
2, the role of each part of the extruder barrel screw:
The first zone (preplasticized zone) : the role of the first zone in the electric heating and extrusion process of the whole extruder is quite important, its tasks include: 1, dry powder material compaction, shear, quantitative forward transportation 2, a process of preplasticizing in advance, if the first zone does not reach the preplasticizing will appear the following: 3. The product is very brittle. The temperature of the first area is generally set at 135-140℃, depending on the actual situation.
Zone 2 (Plasticizing Zone) : In this zone, the dry powder transferred from zone 1 has been pressed into blocks through the preplastizing of zone 1. With the rotation of the screw, the compacted blocks are transported forward to zone 2. In this zone, the screw structure changes, and the screw becomes 4~5mm thick and produces 9~11 spiral circles, and both ends are broken. So the second zone is completely up to 90% of the standard plasticization. Because there are a lot of small tanks inside the bell, to achieve the purpose of stirring, so overall, the second zone has reached more than 90% of plasticization. If the material does not reach pre-plasticization in zone 1, it will have adverse effects on zone 2:1. Dry powder is not plasticized; 2. The temperature of the two areas is generally set at 145-150℃, specific to set according to the plasticizing ability of the extruder, if the plasticizing ability of the extruder is good, the temperature of the area can be lower, if the plasticizing ability of the extruder is not good, the temperature of the area should be relatively high (the plasticizing condition of the material can be observed from the vacuum mouth).
Zone 3 (homogenizing zone) : the role of zone 2 is to completely plasticize the materials that are not completely plasticized. Zone 3 should ensure that the plasticization reaches 100%. Therefore, the three zones of the extruder are also more important. The temperature of the three zones is set at 160-165℃, which can be adjusted according to the actual situation such as the degree of plasticization.
Zone 4 (quantitative conveying and extrusion zone) : this zone does not undertake any plasticizing task. If the material is plasticized quite well, it can be seen in this zone that the screw floats on the center of the barrel of the extruder and rotates. Therefore, the task of the fourth zone of the extruder is to quantitatively transport the plasticized melt forward. If this zone bears the plasticizing capacity, it will do great harm to the extruder. The temperature in zone 4 should be higher than that in zone 3. The temperature is generally set at 165-170 ° C.
From the above analysis, it can be seen that the temperature setting of the WPC extruder is the lowest from the lowest to the highest, and it is not allowed to be flat either.
3, the role of the confluence core:
1) The melt material extruded by the two screws reaches confluence and fusion.
2) Fine adjustment device for plasticizing degree.
3) The plasticization degree can be determined by measuring the melt pressure and temperature through the sensor of the fusion core.
The role of fine-tuning device for plasticizing degree: when the plasticizing degree is slightly low or slightly high, you can not consider other problems of the extruder, and you can adjust the plasticizing degree by reducing or increasing the temperature of the confluxing core. Reducing the temperature of the core increases the plasticization degree, and increasing the temperature of the core decreases the plasticization degree. The temperature of the confluence core is generally set at 155℃ or 170℃, which can be set and adjusted according to the actual situation.
4, the role of the mold head is to produce qualified products.
Here we illustrate lower the temperature of the core of the confluence in plasticizing, increase the temperature of the core of the confluence rather lower plasticizing degree, we PVC polymer material which has a feature, the higher the temperature, the faster the liquidity, but is not unlimited, wallboard, for example, there are four district heating, if left less slow flow, discharge, add the side heating, liquidity increases immediately, So the more heating, liquidity, squeeze out the faster of the object, why heating object of liquidity quick, because there is no resistance, very smooth out, in fact we can put the confluence core as a valve, when our water valve fully open, the water is smooth flowing downwards, half when the valve is open or fully closed, the water will not flow, or flow rarely, We think of the confluence core as a valve for water. When the temperature is low, it is equivalent to closing the valve for a while. The plasticization can be improved by adjusting the temperature of the confluence core, but it is not complete, and the plasticization can be improved by a small amount. Plasticizing bad not on behalf of plasticizing, refers to has the certain defect, so when there are plasticizing bad this kind of situation, we can put the confluence core temperature to cut, cut later can we good plasticizing, material flow is slow, a pressure, pressure is the result of the increased the plasticizing degree.
Part three: plasticization degree
1. Influence of plasticization degree on product performance:
The performance of PVC products is closely related to plasticization degree, poor plasticization degree, brittle products, mechanical properties can not meet the requirements; Plasticizing is too high, products will appear yellow lines, mechanical properties are not qualified, plasticizing degree is very important in the process of PVC products.
1) When the plasticization degree is 60%, the tensile strength is highest;
2) When the plasticization degree is 65%, the impact strength is the highest;
3) When the plasticization degree is 70%, the elongation at break is highest;
2. Influence of temperature on plasticization degree:
Polymer materials can not melt at lower than 80℃, a glass state, in the glass state of the material is hard and brittle, in the glass state of the material can not be processed; With the increase of temperature to 160℃, the material is in a high elastic state, but in this area, the material can not flow, can only make the material soft, viscoelastic increase; Really can achieve PVC melt processing, and has a liquid, the temperature should be between 160-200 ℃, but for any stabilizer, when the temperature higher than 200 ℃, long-term heat, material break down again, so in control when the plasticizing degree, temperature control only between 160-200 ℃. In the range of temperature difference of 40℃, PVC temperature set between 170-180℃, plasticizing is better.
3. Methods to improve plasticizing degree:
1) By raising the fuselage and screw temperature.
2) When the screw speed is normal, improve the feeding speed of the feeder to improve plasticizing
3) Increase the speed of the extruder under the condition of rated speed of the extruder and feeding capacity.
4) give dry powder a good curing period (12-48h) curing period: 1, eliminate static electricity, reduce pollution 2, increase the apparent density 3, improve the degree of plasticization 4, low molecular polymerization dispersed evenly, prevent extrusion instability.
5) Improve part of plasticization degree by lowering the temperature of the confluence core.
4. How to judge plasticization degree:
1) Determine the plasticization degree by the host current (65/132 production line as an example, the host current should be 42-45A, the specific situation depends on the formula and equipment. The premise is that the feed is full and matched with the screw speed, and the temperature setting is matched with the screw speed and the host current);
2) the plasticization degree of the material is observed through the vacuum vent of the host (that is, the material is filled with more than 60% in the middle of the screw groove, and the powder in the groove is in the state of tofu residue and the material at the bottom of the groove is flattened);
3) The plasticization degree is determined by the viscoelasticity of the melt material of the die mouth (this method is more suitable for startup);
4) The plasticization degree is determined by the melt pressure and temperature of the confluence core (its disadvantage is that the accuracy of the detection results will be affected if the instrument fails or the confluence core sensor is burnt to death by coke)
Second, the mold
300, 400, 600 (mm) wide moulds, top line, waist line and other line series moulds can be opened according to the actual situation, with co-extrusion (with co-extrusion machine), with line moulds, according to the actual situation (pay attention to the maintenance and maintenance of moulds).
3. Selection of raw materials
(1) Main material
1, PVC tree powder: PVC resin is a kind of white powder, can burn in fire, from self-extinguishing fire, dielectric insulation is good, is a kind of an amorphous polymer polarity, glass transition temperature in accordance with the size of molecular weight 75-105 ℃, the relative molecular weight, the greater the number of sticky, the higher the strength, stiffness, toughness, heat resistance and low temperature resistance, the better, but the difficult forming process characteristic, processability, Therefore, PVC resin powder with low viscosity is generally selected for foaming products. The models are SG-7 and SG-8, and the average polymerization degree (PVC molecular weight) SG-7 molecular weight 850-750 and SG-8 molecular weight 750-650. The main manufacturers are Qilu Petrochemical, Tianjin Dagu Chemical, Shaanxi North Park, Henan Yuhang, Xinjiang Zhongtai, Tangshan Sanyou, Changzhi Huojia, etc.
2. Filling material (calcium carbonate) : the sedimentation volume of light calcium carbonate is 2.4-2.8ml/g, with fine particles and needle fibers. The surface is rough, larger than the surface, and the oil absorption value is high, at 60-90ml/㎎; To choose uniform particle size, fineness, over 1250 mesh, whiteness in 93 or more, wood plastic foam products generally choose light calcium carbonate, the main functions are as follows,
① Improve the hardness, wear resistance and strength of plastic products; (2) Increase the thermal deformation temperature of plastic products, reduce the molding shrinkage and extrusion expansion effect; (3) Improve the thermal stability and weather resistance of plastic products; ④ Change the electrical and thermal conductivity of plastic products; ⑤ Reduce the cost of plastic products; ⑥ Give plastic special functions that it does not have.
Main producing areas hebei, Jiangxi, Guangxi, etc. (can choose light calcium carbonate or choose heavy calcium. Heavy calcium small volume, good fluidity, choose 1500 purpose of heavy calcium).
3, wood powder: more than 100 mesh poplar wood powder, poplar wood powder is characterized by long fiber, good fineness, no oil, good dispersity, low cost, so that the product has a wooden feeling.
4, stabilizer: PVC processing core additive, PVC thermal decomposition is easy to release HCI gas, adding stabilizer to solve HCI gas generation, wood plastic foam products generally choose composite lead series stabilizer, it is recommended to use lead content of more than 30%, internal and external slide balance, can increase the stability of products, prolong the start cycle, prevent material paste, Prevent waste from increasing production costs. Stabilizers have advantages:
(1) durable stability; Dynamic thermal stability time > 30min; (2) It can effectively promote PVC gelation and internal and external sliding balance, so as to effectively reduce the amount of addition, and no precipitation during long processing; (3) do not reduce the hard PVC products of the veka temperature;
(4) Good coordination with other additives for hard products; ⑤ Easy to disperse, do not fly dust; ⑥ Simple to use, single package, convenient measurement; ⑦ Dosage is small, generally 4-7.
5, lubricant: the role is as follows,
① Decrease melt viscosity ② decrease endogenous heat ③ demoulding ④ delay plasticizing ⑤ prevent melt rupture.
Selection requirements: (1) volatile (3) the compatibility of appropriate dispersion (2) (4) the good light, heat and chemical stability and high temperature lubrication (5) had no adverse effect on the performance of the products more than 6 functional 7 don"t cause the drift of color, or even improve the color or packing in the dispersion of PVC resin was nontoxic and health pet-name ruby has good quality and price.
(1) External lubricant: PE wax (polyethylene wax), PE wax and resin compatibility is limited, can migrate from the inside of the melt to the surface, and the metal surface has a certain affinity, so that a relatively stable isolation layer is formed between the melt surface and the metal, so as to inhibit the adhesion of the melt and the metal surface. The use of PE wax can increase the metal stripping of the material and the smoothness of the product, prevent melt rupture and prolong the plasticizing time, PE wax should choose the melting point of 105±5℃, such as Hebei Yimei F-95, Hebei Yimei PE wax compared with other manufacturers to add less, make the product surface smoothness is good, cost-effective.
(2) Internal lubricant: stearic acid, adjust the fluidity of the material, reduce endogenous heat, reduce melt viscosity. Stearic acid is a polar group and has good compatibility with PVC resin, which can play a good internal lubrication role on the melt. The models of stearic acid are 1801, 1820, 1838 and 1842, and the commonly used ones are 1820, 1838 and 1842. 1801 is not recommended.
(3) To evaluate the balance of internal and external lubrication:
(1) Both internal and external slip are insufficient, characterized by high melt viscosity, high plasticizing torque and serious melt wall sticking phenomenon. Performance on the screw melting material is not good to clean, serious may be advanced thermal decomposition, the surface of the product is poor, the surface of the product is prone to water ripples, water ripples are white, the mechanical properties of the product is low. If the internal and external sliding agent balance, the melt will come down on a touch, the surface of the screw is basically non-stick melt material.
(2) both inside and outside the sliding agent are excessive, plasticizing torque is small, although the product surface smoothness is very good, but the mechanical properties are low, serious hand rub to try to have the feeling of oil, the surface of the precipitation phenomenon, the surface of the product is prone to water ripples, water ripples are black.
(3) Less internal lubricant, more external lubricant, plasticizing time significantly prolonged, plasticizing torque has increased, the surface of the product has a feeling of oiling, products become brittle.
④ There are more internal lubricants, less external lubricants, plasticizing time is obviously shortened, there are serious adhesion phenomenon, screw is not easy to clean, thermal stability time is shortened, and the products have yellow lines of decomposition.
6, foaming regulator: ACR-100 series, ACR-903, with ultra-high molecular weight, greatly improve the strength of PVC melt, can maintain the bubble into the melt to achieve uniform honeycomb structure, prevent the collapse of the bubble hole, so as to obtain low density foaming material. At the same time, because the gas will not escape from the melt, the surface of the material will be especially smooth and shiny (adjust the foaming density, promote the plasticization of the material, increase the uniformity of the product, adjust the uniformity of the bubble hole structure).
7, AC (yellow) : compound yellow foaming agent ADC/AC, azodicarbonamide, decomposition after heating to produce gas regulation product density. The foaming agent shall have the following characteristics,
The temperature of the gas produced by decomposition must be within a certain narrow range; (2) The rate of gas release must be controllable, and the decomposition rate is fast; The gas released must be non-toxic, colorless, odorless, non-corrosive, no effect on the performance of raw materials; ④ It must be easy to disperse in the polymer, and the best to dissolve in it; (5) and cheap; ⑥ Stable storage at room temperature; The decomposition residue must be colorless, no pollution, no bad gas; Residue was foaming agent and decomposition are non-toxic; ⑨ There is little exothermic heat when foaming agent decomposes. Residue should be attending decomposition and miscibility, the polymer does not affect the performance of the material;
Note: AC foaming powder is not recommended.
(2) The selection of material and waste, choose plastic steel, small tubes, foaming products to return and grind, reduce the cost, increase the hardness of products.
Four, formulation
(I) The production material formula is as follows (taking a WPC wallboard customer as an example) :
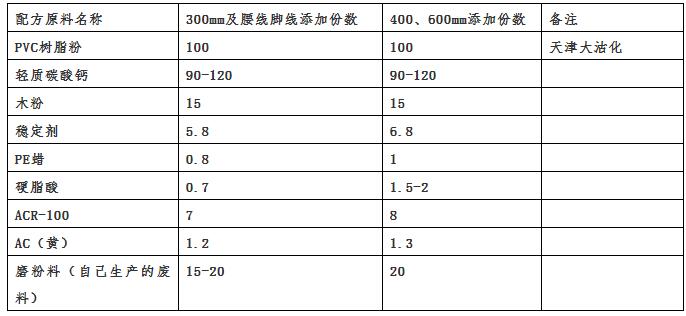
Note :(1) waist line, foot line and 300mm wall board are the same formula, 400mm and 600mm wall board are the same formula.
(2) according to the actual production can add some plastic back, tubular material, foam material back.
(2) layering recipe reference profile and gusset plate formula, according to the actual situation in production.
(3) Cleaning material formula (high mixing 75℃, cold mixing 40℃)
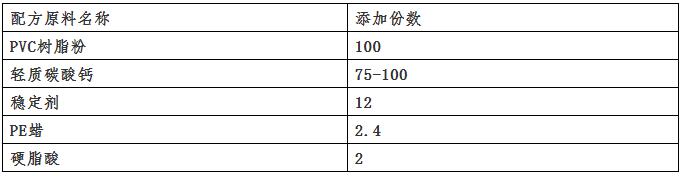
Note: PE wax and stearic acid are also available.
Five, workshop cooperation and product processing process
1, weighing
According to the performance of the product, processing technology and formula requirements of the selection of qualified raw materials and weighing, weighing to be accurate, make records.
2, mixing
(1) mixing, high and low mixing machine general mixing temperature is 125℃ high mixing temperature (high mixing machine exhaust hole open), cold mixing temperature 45℃ (cold mixing pot to water)
(2) Feeding sequence, first add calcium powder and wood powder to 65℃, then add small materials, PVC, the first add back materials.
(3) Hot mixing and cold mixing.
The so-called hot mixing refers to the mixing process of heating the mixture to the softening temperature or above the softening temperature. In the process of hot mixing, there are not only relative changes of spatial positions among components, but also the changing process of particles being broken first, particle size decreasing and then gradually growing up. Therefore, this is a dispersed mixing. When all ingredients are put into the hot mixing pot in proportion to the formula, the stirrer in the hot mixing pot is first started at low speed and then immediately switched to high speed. Materials under high speed shearing action quickly to heat up, and up to 125 ℃, set in the process, gradually become soft PVC particles, and generate a certain degree of gelation (pre plasticizing), many substances which have lower melting point such as lubricant has melt infiltration or stick on the surface of PVC, all kinds of raw materials under high speed shearing action particles are scattered gradually thinning, The surface energy increases sharply, and then re-adsorbed on the PVC surface, making the PVC particle size gradually larger, and the material has a good initial gelation and dispersion effect. Hot mixing makes the dry material obtain a larger apparent density at the same time, and the material flow capacity is strengthened, which is conducive to the transportation of dry mixture and obtain a higher extrusion efficiency. For example, the surface density of PVC is about 0.55ml/g, but after the mixing process, the apparent density of the mixture can reach 0.62ml/g.
Attention should be paid to the hot mixing process, because various raw materials inevitably contain water and volatile components, in the hot mixing process these volatile components under the action of high temperature volatilized, so hot mixing must ensure that the hot mixing pot exhaust channel smooth. If the exhaust is not sufficient, the water condensed at the top of the hot mixing pot will fall back into the raw materials, so that the final products can form defects such as pores in the internal.
Heat of mixing pot heating are mainly from agitating vane shear effect, so the blade in good level will significantly affect the thermal mixing effect. When the blade tip wear exceeds 15mm, the thermal mixing effect will be greatly reduced. In practice, damaged blades must be replaced when the heat mixing time reaches twice the normal time.
After the hot mixing pot reaches the set temperature, the material will be quickly put into the cold mixing pot, which is fully dispersed and cooled under the action of the slow stirring of the stirrer and the cooling system outside the cold mixing pot. This process is cold mixing. Cooling mixing pot volume at least twice thermal mixing pot, cooling for hot mixing raw material. If the cold mixing temperature is too high and the cooling is not sufficient and uniform, the PVC dry mixture will stay at a higher temperature for a long time and consume too much stabilizer, leading to the degradation of PVC, the dry mixture redness and affect the thermal stability and weather resistance of the final products.
(4) Evaluation of mixing effect
The purpose of the blend is to achieve moderate initial gelation of PVC, uniform distribution between formula components, and moderate apparent density and dry flow. To quantify the evaluation of dry mixture distribution uniformity is between each constituent is more difficult, but some of the apparent density of dry mixing, is easy to control. In actual production, dry mixture quality is often evaluated and controlled by the following indicators:
① Apparent density ② apparent whiteness ③ Thermal stability time ④ volatile content ⑤ rheology ⑥ sieve residue ⑦ mainstream
Among the above dry mixing indexes, the whiteness of dry mixing can reflect whether the measurement of ingredients is accurate or not, and more importantly, the preliminary gelation degree of raw materials. When white degrees below normal, reflecting the gelation role in raw material too much, too long time for heating the raw material, need to check whether the hot mix temperature control is accurate, such as thermocouple is poor contact lead to actual temperature too high; The apparent density is too large, too much screen residue, reflecting the same problem, the tendency of hot mixing of raw materials by too much, need to check the equipment. When the apparent density is too low and the main flow time is too long, the mixing effect is not good. It is necessary to pay attention to the actual temperature control. Abnormal thermal stability time, or the raw material adding measurement is not accurate, resulting in insufficient or excessive heat stabilizer, or there may be a problem with the temperature control system of the mixture. Sometimes, the temperature is difficult to reach the set temperature due to the serious wear of the mixing blade. As a result, the material has undergone a long time of hot mixing, which will also shorten the thermal stability time of the dry mixture. The volatile content exceeds the standard, which reflects the poor removal of volatile during hot mixing. On the one hand, it is necessary to control the volatile content of raw materials, and on the other hand, it is necessary to check whether the exhaust channel of volatile content of hot mixing pot is blocked.
3, boot
(1) Setting of extruder process temperature, feeding speed and host speed, etc
Main engine: ⅰ zone 135-140℃; Ⅱ area 145-150 ℃; Ⅲ area 160-165 ℃; ⅳ Zone 165-170℃ (reference)
Confluence core: 155℃
Mouth mold: ⅰ zone 170-175℃; Ⅱ area 170-175 ℃; Ⅲ area 170-175 ℃; Zone ⅳ 170-175℃ (reference), set the corresponding temperature according to the different products.
Before starting the new equipment, a small amount of PE wax and stearic acid, starting material and normal production material should be added successively. Adding PE wax and stearic acid can better remove impurities from the equipment and play a role in equipment maintenance.
(2) Mold and mold setting, pay attention to the vacuum pressure and temperature of cooling water, and find the foaming point of the product for mold closing.
4, traction
Set reasonable traction speed according to the actual situation.
5, cutting
6, measure the weight of rice, check the quality of products
(1) Wall panel weight

(2) Line weight in meters
Line rice depends on line types and production requirements
8. Coating or 3D printing, depending on actual production
6. Frequently asked Questions and precautions
1, no foaming, poor foaming or large bubbles, according to the site situation to check the equipment and adjust the process formula
2, products are not adhesion, brittle products, the surface is not smooth, adjust the formula of sliding agent system and process parameters
3, the surface of the product is not smooth or wavy lines, cross-section of Yin and Yang face, according to the equipment and formula
Seven, PVC foam products extrusion molding principle
Note: The production of foaming products is mainly to observe the state and pore structure of materials (the best plasticization can reach above 95%, the denser the pore is, the better)
PVC foaming extrusion products refer to products with hard surface and foaming heart formed by special foaming process with PVC resin, stabilizer, processing AIDS, foaming agent and other extruder plasticizing, compression and shearing extrusion. It is called the crusted foam board.
PVC foam extrusion molding mainly used chemical foaming agent. Before the polymer melt is extruded, the gas from the decomposition of foaming agent dissolves in the polymer melt. After extrusion, the pressure and temperature in the melt decrease, so that the gas into the melt is in a supersaturated state, phase separation occurs, forming a large number of bubbles and foaming. After leaving the mouth mold, the cooling water in the cooling mold is forced to cool, so that the surface of the hard cortex, and the melt in the internal rapid foaming expansion to form a foaming layer. The skin thickness of the product is 0.3-0.5mm, which varies with the melt temperature, cooling rate and traction rate. Because foaming agent in close to PVC melting temperature (about 180 degrees) under the condition of foaming, but also requires foaming must occur after PVC melting, so must make occur at the same temperature of foaming and melting these two processes separated from each other, will not cause mutual interference, the quality of image products. In order to prevent the melt from foaming in advance, the foaming stage should be pushed back as far as possible. The melt containing foaming agent must be extruded from the head before expanding. At the same time, the pressure in the nose should be higher than the pressure of gas foaming. If the foaming gas escapes from the melt in the nose, the formed bubbles will be destroyed and the surface will be rough.
The production process parameters of PVC foam board extrusion molding should follow the following principles:
1, the water temperature is the best under 10 degrees when it is cooled. Water temperature is too high, the surface hardness of products, not enough cooling is not sufficient deformation.
2. AC foaming agent is commonly used in PVC foaming formula. The lead stabilizer in the formula can reduce the thermal decomposition temperature of AC foaming agent from 200 degrees to about 170 degrees, but the melting temperature of PVC is higher than 170 degrees, which requires the extrusion temperature between PVC melting temperature and AC decomposition temperature. A typical melt is about 30 degrees hotter than it actually is.
3, it is best to choose the lower extrusion temperature, known as low temperature extrusion process.
4, the material should not only be completely plasticized in the extruder, but also prevent the premature decomposition of AC to produce gas and cause the gas escape and the diameter of the bubble hole to become larger, resulting in the phenomenon of melt pulsation. The position of foaming point has been controlled in the mold head, and as far as possible to move to the lip of the mold, in order to facilitate foaming from the mold.
5. Only by obtaining a smaller bubble structure can there be room to reduce the density. In order to obtain the product with small pore structure, dense and uniform pore and certain foaming rate, it mainly depends on the control of the state of the material, the degree of plasticization, the concentration of foaming agent, the mass flow rate, extrusion temperature and extrusion pressure and other factors. The relationship between them is as follows:
As the foaming agent concentration increases, the foaming rate increases and the density decreases. On the other hand, the increase of foaming agent concentration deviates from the principle of item 1 and item 1, and the foaming point will be far away from the die mouth.
6, improve the quality of the flow rate foaming point moved to the lip of the mold, is conducive to improving the quality of the product toughness density will be reduced. But it is worth noting that it will not affect the extrusion pressure.
7, using the appropriate low temperature extrusion process, the bubble produced by small diameter, number, can form an excellent bubble hole structure. With excellent bubble structure can produce low density products. Extrusion temperature is too high, so that the gas dispersion is not uniform, the formation of unstable gas, at the same time, the diameter of the bubble hole is larger, the number of reduced; If the extrusion temperature is too low, the plasticization of the material is not complete or can not reach the decomposition temperature of AC foaming agent, and a large amount of gas can not be produced, which will lead to high density.
8. Controlling the temperature of the die lip is an effective way to adjust the melt pressure of the die lip. The temperature of the lip of the mold decreases, the melt pressure increases, the material shear manager extends, and the foaming point moves to the lip of the mold, which is conducive to the toughness of the product from the mold foaming will increase correspondingly, but the temperature of the lip of the mold has no effect on the number of bubbles.
9, mold lip melt pressure is also a decisive factor to control the foaming rate. In the same formula, when the pressure of the die increases, the foaming rate decreases: when the pressure decreases, the foaming rate increases. In practice, the melt pressure of die lip is usually realized by changing the traction speed and the temperature of die thermostat.
10. The extrusion pressure increases, the number of bubbles increases, and the foaming rate also increases. The extrusion pressure is inversely proportional to the bubble diameter, the bubble diameter becomes smaller when the extrusion pressure increases. In practice, the extrusion pressure can be increased by increasing the screw feeding speed synchronously.
Screw speed and extrusion rate with bubble hole.
In general, the screw speed is proportional to the extruder speed and inversely proportional to the retention time of the melt in the extruder. When the retention time increases, the number of bubbles increases, and then decreases when the retention time reaches the largest value. When the retention time is very long, the bubbles become thicker.
As mentioned above, improving the quality flow rate, ensuring suitable low temperature extrusion, controlling the temperature of forming die head and designing reasonable formula are the key technologies to produce high quality skinning foam board. Therefore, the process conditions of extrusion foaming products are more complex, and the main points of the process should be mastered. Before foaming, the melt must be completely plasticized in the extruder to avoid foaming in the extruder and the mold. The melt begins to foam when it leaves the die, and the pressure of the die has the greatest influence on the foaming rate. The extrusion speed is fast and the crust thickness is thin.
Viii. Production process and processing ideas of PVC foaming products
The main content
Yi: See the historical information on the production process of PVC clean foam board
Second: batching process.
Third: the mixing process is the process to provide raw materials for extrusion products, which has a great impact on the parameters of the extruder and product quality performance, and is easy to cause waste products and shutdown. Please strictly implement the following processes.
Fourth: host process technology.
Fifth: mold disassembly process and maintenance.
Sixth: auxiliary machine process technology.
Seventh: the reason of extrusion process instability and treatment
Eighth: In the extrusion process often encountered problems and common noun explanation.
Ninth: PVC foam product formula design.
PVC foam products production process and processing ideas
There are many uncertain factors in PVC processing. It is more reasonable to adjust the overall quality and density of the product to achieve the best state of the material and good bubble structure. Therefore, the correct technological process must be strictly implemented. Can make the production more stable, can produce better foaming products. This requires operators to deeply understand the meaning of the content.
Yi: See attached table: Process Operation Record of PVC Foaming Products
Second: batching process
This working procedure is the first working procedure of production, which is of great responsibility and should be strictly implemented.
One: carefully check the formula, if there is any problem to report in time.
Two: before batching, carefully check the performance and accuracy of measuring tools, and carefully check the quality of containers.
Three: carefully check the type of raw materials in the formula, the manufacturer, before the ingredients, and clearly inform the mixing personnel of the total amount of each pot.
Four: the precision of measuring tool as stipulated in the order and use carefully weighing, ensure accurate quantity, to ensure that no: do not weigh, leakage, repeat weighing phenomenon occurs, if the occurrence of the above, should be the pan material bag and indicate the name of the bag material, quantity, storage report in a timely manner, to be processed.
Five: when pouring raw materials, check the appearance. Never pour impurities into the box to ensure the purity of each raw material. Assist shift leader to complete startup traction after preparing startup materials.
Six: regular cleaning work site and work table, measuring tools. If downtime is needed, the first pot can be determined according to the downtime time, the ingredients are finished, the cleaning work is existing, and the raw materials are sorted out and the formula is returned.
Third: the mixing process is the process to provide raw materials for extrusion products, which has a great impact on the parameters of the extruder and product quality performance, and is easy to cause waste products and shutdown. Please strictly implement the following processes.
A: before mixing, first check whether the function of the equipment is complete, whether the remaining raw materials in the normal pot are cleaned up, the temperature indication should be normal, the ling sure water is smooth, the air pressure is normal, no leakage, water leakage, air leakage, no abnormality, the material door can be opened and closed normally before mixing work.
Two: confirm the total amount and feeding sequence of each pot, high and low mixing temperature (provided by production technology).
Three: pour the main raw materials and auxiliary materials to screen, to ensure that there is no foreign impurities (poured into the raw material packaging before no dust and foreign matter) when feeding the auxiliary materials will be pumped up and then poured into the main raw materials, if there is any error should find a way to bag the pot material, mark the date and the number and variety of raw materials in the bag and report to be processed in time.
4: in the process of the high mixing temperature open found abnormal current is too large, too small, have a sound to timely find the reason, failure to discharge and then continue to work.
Five: fill high speed lubricating esters for high mixing bearings regularly, check the operation of air compressors regularly, and add oil in time (at least once per shift).
Six: prepare the boot material and follow the foreman"s arrangement to complete the boot traction work together.
Seven: if the formula needs to be adjusted, after the adjusted formula is mixed with good material, tell the host operator to pay attention to disconnect feeding.
Eight: if in normal production through the host parameters determine that there is a problem with raw materials, should be released in time to the problem of raw materials, bagged and sealed for treatment.
Nine: stop the machine should be used up raw materials, tidy up all kinds of appliances, clean up the work area, close the water, power, gas source.
Fourth: host process technology (extruder and mold are to complete the modification and assignment of materials is an important link in production, heavy responsibility, carefully implement the following process)
One: Heating up:
Check whether the thermocouple is in place, the position is correct, extruding machine lubricating oil, heat conduction oil and die temperature oil is in the normal range, the heating wire is completely reliable, correct rear can switch power, distribution box should be checked after closing whether axial flow fan in the instrument function is normal, abnormal situation report or deal with in a timely manner.
Heat the barrel, screw mold, die lip, according to the heating sequence, observe whether the temperature instrument indication is normal, whether the temperature is normal, whether the barrel cooling fan works properly, and carefully deal with the problems in the heating process.
Tighten the mold when the mold reaches the set temperature, and adjust the mold clearance (implement the mold disassembly process).
According to the situation, check whether the water of each type board is smooth and whether there is water leakage.
Two: Boot:
All processes have continuous production conditions before feeding. Before feeding, if the manual wheel can move easily, the noise is considered as the permission of feeding.
After starting the main motor idling for several laps, the torque is normally below 48% (the speed is not more than 5-8r/min), before feeding, pay close attention to the instrument display after feeding, so as to operate smoothly and start without alarm.
After the material is extruded out of the die, the screw speed is gradually stabilized to a predetermined value, the torque is adjusted about 95% to pull the material in time, and the vacuum pump is opened in time.
Comprehensively observe the processing temperature of equipment in time to make the products meet the requirements of qualified products as soon as possible.
Three: Production:
Be responsible for the whole team and coordinate the work of each process.
Observe the indicator of each instrument and the working condition and abnormal sound of each part of the main engine.
To the product surface of the problem to make a timely judgment. And correct treatment to avoid the generation of waste products, control product quality and qualified rate, keep the equipment clean, do a good job of production records.
This work responsibility is heavy, with a high sense of responsibility to complete the shift production tasks.
Iv. Shutdown: Shutdown is performed after the production task is finished (prepare the shutdown materials)
Close the vacuum pump to stop feeding and manually add the stopping material.
Pay attention to the change of torque pressure should be within the normal range, and gradually reduce the screw speed (below 10r/min) to stop feeding after the extrusion exit of the stopping machine, 2----3min later, adjust the screw speed back to zero, turn off the heating system, turn off the main power supply.
Five: mold disassembly: implement mold disassembly process (this work is completed within the specified time, please pay attention to the safety of high temperature operation).
Six: complete the routine maintenance of the equipment, clean up the vacuum pump in time, and turn off the power after the work. Fifth: mold disassembly process and maintenance
Mold is an important part in production, it directly affects the appearance quality and molding of products, improper use is easy to cause production, in order to ensure the normal use of mold, please strictly implement the following process (this work is responsible for the host personnel).
1: mold removal: after the main motor stops running and the power supply is cut off, it can be removed with protective gloves.
Remove the thermocouple and bracket of the guard plate, heat the connecting wire and thermal tubing, and loosen the connecting bolt between the upper die body and the confluence core. Loosen the connecting bolts of the die body from both sides in turn and take out (pay attention to the protection lines). Remove the connecting bolts of the die and the confluence core to make the die separate from the confluence core.
Use lifting tools to carefully move the upper die body to the workbench (pay attention to protect the lip of the die without scratches and scratches). Use clean cotton yarn or copper shovel to carefully clean the precipitates and coke on both sides of the inner surface of the flow resistance rod according to the extrusion direction. If polishing is needed, pay attention to the tool Angle to ensure the inner surface quality of the mold cavity, and remove the conflume core at the same time. Clean the runner surface and assembly working surface in the same way (assemble the confluence core in reverse order of disassembly if the extruder does not need maintenance).
Two: mold closing:
Check die body from top to bottom, before the work flow surface mounting surface rear can be clamping screw hole without a foreign body, with a clean copper protect the die lip, die body place of fastening bolt thread with a few high temperature grease, according to remove the opposite order of fastening stay connected to the core of the confluence after fastening the next heat processing temperature after repeated tighten again.
Three: mold gap adjustment: the next work can be carried out after the mold and mold temperature oil temperature reaches the set temperature for 30 minutes.
Four: inspection requirements
Tighten horizontally to specified torque value.
The hollow positioning screw in the vertical direction is fully in contact with the die lip, and the fastening bolt is in the fastening state.
Front end of guard plate back die lip 2mm tight in place.
Each thermocouple sensor heating connection line, installed in place without error, the thermocouple head and the bottom of the hole fully contact compaction, no foreign matter in the hole.
The confluence core is reliably connected to the mating surface of the mold, which is evenly fastened and in working condition.
Clean up the work site and put the tools back in place.
Sixth: auxiliary machine process technology
Auxiliary machine process is the process of sizing and grading in production, the following processes should be strictly implemented:
1. Check whether the action of the equipment is normal, check whether there is any abnormality in the circuit, air path and air pressure before starting the machine, find out the problem and solve it correctly in time, make preparations before pulling normal, obey the arrangement of leaders to complete the traction work together.
Two: after traction is completed, adjust the length, diagonal and width, distinguish products according to qualified products and defective products, and put them neatly, and clean up the scraps and wastes of the shift to the specified site.
Three: one by one, clean product surface, according to certain proportion to check product thickness and other parameters, clear in time the traction roller on foreign bodies, foreign body cutting clamp device shall not be clean up by hand.
Four: when handling the product, pay attention to protect the surface of the product, no scratches, scratches and pollution. Clean up work site at all times.
Five: carefully fill in production records, and shift records.
Six: end of production, turn off the power supply and air source. Complete routine maintenance to keep the equipment in normal working condition.
Lubrication balance inside and outside the evaluation methods:
1, internal and external lubrication are deficient, is characterized by melt viscosity is bigger, plasticizing torque is bigger, melt wall sticking phenomenon is serious.
Internal and external lubrication are excessive, low torque, plasticizing adverse.
Less internal lubricant, more external lubricant. The plasticizing time is obviously prolonged and the plasticizing torque is increased.
More internal lubricant, less external lubricant. The plasticizing time is shortened obviously, there is more serious adhesion phenomenon, the thermal stability time is shortened, and the yellow line of decomposition is produced.
Good dispersion, narrow decomposition temperature, the resulting gas is not easy to escape from the bubble.
Seventh: the reason of extrusion process instability and treatment
The change in extruder performance may be the most common problem in the extrusion process. One possible reason for the frequent occurrence of instability is the change in its production causes, where:
The problem of material fluidity in the hopper (trunk flow) can be solved by increasing the amount of waste.
The problem of solid conveying in extruder. (Reasonable formula processing temperature and processing torque)
The capacity of the melt is insufficient. (Zui efficacy and plasticizing time adjust the melt strength, viscosity, melt elasticity)
The melt temperature in the die is not uniform. (Plasticizing is not complete enough shear strength)
The temperature fluctuation of the screw can also cause poor plasticization of the material. (Screw oil temperature setting temperature to Jing sure to + or - 2 degrees)
Changes in traction devices. The change of traction speed will produce fluctuation of die pressure. Will increase the product density fluctuation range. (A reasonable traction speed should be matched with the extrusion speed of the material, otherwise the density of the product will change greatly. Slow traction speed will lead to high density of the product, while fast traction speed will reduce the melt pressure and high density of the product.)
Melt rupture and shark skin phenomena. (Appropriately adjust the amount of internal and external lubrication and appropriately increase the amount of processing AIDS)
Screw speed change. It makes a big difference to extrusion. (In a reasonable formula and process environment, improving the screw speed 1-3 to the density and toughness of the products will have quite intuitive changes) and the core cooling of the screw is also very key. Too high temperature reduces melt viscosity, which is equivalent to reducing the amount of profit processing AIDS. The general screw oil temperature in normal work is not less than 80 degrees. If you can control is explained in 70 degrees below the screw core caused by the uneven cooling oil.
Barrel wear and screw wear. Will bring uncertain factors to production, resulting in unstable production (replacement)
Nose pressure is low. (corresponding to reduce or increase in the amount of inside and outside of the amount of processing AIDS)
There are regular longitudinal bubbles or ripples on the upper and lower surface of the melt extrusion die. Is the vacuum equipment generally low or the position of material flow (flow) is small, low melt strength, foaming ratio and cause.
If the vacuum caused by the appropriate increase in vacuum. Observe the products.
If due to the flow rate problem, the gap of the die mouth should be properly raised to eliminate the undesirable phenomenon of the products.
If the melt strength is low to increase the amount of processing AIDS to solve.
Extrusion products among foaming ratio is very good, at both ends.
Check whether the corresponding mold temperature is different from the set temperature. Key check whether thermocouple contact with the mould firmly.
This phenomenon can also be caused by the poor fashion of materials. Properly adjust the amount of internal lubrication or increase the amount of processing AIDS. (if the products among thin good foaming ratio on both ends. To reduce the amount of internal lubrication or appropriately increase the amount of external slip)
In normal production, constant screw speed, main motor current fluctuation should be within 1-3A. If the fluctuation range of the mass production will be very unstable products of high and low density, this phenomenon as a feed system problems or main material is bad. It is possible that high mixing the door locked, slurry leakage into the cooling mixing. (Focus on mixing)
For quick Zui is important to diagnose the problem. The prerequisite for stable extrusion is: a good extruder, a good temperature control system, a good traction device, the most important is the good screw structure. The screw structure probably causes more instability than any other factor, but changing the screw structure is usually the last option.
Extrusion machine equipment should be able to control the precision of screw rotation speed in 0.1% or higher, the temperature of plus or minus 1 to 2 degrees timing cylinder cooling fan should work, for the traction device should also keep the same accuracy.
Eighth: In the extrusion process often encountered problems and common noun explanation
Plasticizing: plasticizing is through reasonable formula, reasonable processing technology, so that the material in the barrel and screw for heating, compression, high-speed shear and achieve complete plasticizing. (PVC has not been plasticized) General processing of skin foam board material plasticized to reach more than 95%. (If the plasticization is not complete, the surface finish of the product is very molded, dull,) with a good plasticized melt, sticky, strong, elastic state will be able to reduce density control.
The following are some of the processes that can improve plasticizing
When the extruder is running at low speed, increase the barrel temperature.
When the extruder is running at high speed, lower the barrel temperature.
Increase the melt pressure.
Extrusion instability: Extrusion instability is often associated with die flow instability, such as melt rupture, sharkskin, uneven feed, low melt pressure, or traction resonance. These may also be caused by drive problems, melt temperature inhomogeneity, or vibration.
Shark skin (ripples, scales) : This defect indicates a regular distortion of a raised surface perpendicular to the extrusion direction. Lighter shark skin is a matted, uneven surface. Sharkskin is generally thought to form at the mouth mold section or outlet. It mainly depends on temperature and linear extrusion rate. Shear rate, die cross-sectional area, the nose import Angle, die surface roughness, etc. Sharkskin is assumed to be caused by rapid acceleration of the extruded surface layer as the polymer leaves the die. If the tensile rate is too high, the surface layer of the polymer may actually fail and form a sharkskin surface with raised features.
The solution, in general, is to reduce the sharkskin problem by reducing the speed and increasing the die temperature, especially during the molding phase. There is some indication that extrusion at very low temperatures can also reduce such problems, as can adjusting internal and external lubrication to reduce melt viscosity.
Melt rupture: Melt rupture is a serious deformation of extruded products, which may be in various forms: slip-stick, palm leaf, spiral, random rupture, bamboo joint, regular ripple, etc. Melt rupture is not a surface defect like shark skin. It is related to the whole of the molten extruded product. However, instead of distinguishing sharkskin from melt rupture, many operators attribute all of these flow instability to melt rupture. There is still no clear consensus on the exact cause and mechanism of melt breakdown, although not many people really understand it (please pay more attention to the material state). It is likely that the mechanism is not the same for different polymers and/or different flow channel structures. The polymer is prone to instability in the die segment. Generally, when the critical shear stress of the melt in the die exceeds 0.1-0.4mpa, the melt will break. Above a certain critical stress, due to the lack of adhesion between the melt and the die wall, the polymer melt may experience intermittent sliding, which is thought to release the transitional properties absorbed as it flows through the die. Operators observe boot in often appear this phenomenon when the phone is switched on.
There are many ways to reduce melt rupture. Such as streamlined the mouth mould, improve the surface finish of cavity, increase mouth mold temperature, adjust the screw speed, lower the viscosity of the melt, increase or decrease the dosage of the internal and external lubrication and so on.
Production of foam products will often encounter this kind of phenomenon, to grasp the meaning of the above content, according to the different material status, adopt different processing methods.
9: PVC foaming products formula design
There is no simple formula or mode for the formulation design of PVC foaming products. Most of them are based on the screw structure, using the known successful formula (namely the basic formula), and gradually adjusting in the production to obtain the actual formula for production. The formula design of PVC foam board mainly includes the following aspects:
According to the type of PVC used to determine the type and amount of stabilizer (stability system).
According to the shear characteristics of the screw to determine the type of processing AIDS (processing AIDS viscosity, melt strength, plasticizing time) the screw processing accuracy of the same structure is different. In the use of processing AIDS model and formula adjustment varies greatly.
Lubricants with design. (internal and external lubricant design Zui key)
Selection of foaming agent. (AC foaming agent, sodium bicarbonate, etc.)
The choice of filling. (Activated light calcium carbonate, wood powder, etc.)
Stabilization system (selection of stabilizer) :
First, commonly used is to use lead salt compound stabilizer or three salt. It"s the most economical and stable system.
Two, the amount of stabilizer:
The amount of stabilizer mainly according to PVC model and determine the way of processing. PVC resin polymerization degree of high stabilizers will increase the amount of conical twin screw extruder than the amount of single screw (the material in the conical twin screw to stay in the short time than the single screw). In general, the amount of stabilizer in the formula should be more than the actual consumption of a little more room to have enough, because when the processing temperature is improperly selected, the display temperature and the actual temperature will produce material explanation.
Three, selection and dosage of processing AIDS:
According to the properties of shear screw determine the type of processing AIDS, (processing aid of viscosity, melt strength, plasticizing time) screw machining accuracy of the same structure. In the use of processing AIDS model and formula adjustment varies greatly. General processing aid dosage (530) is based on the density of the product. (the product with low density is required to add more) as long as the product is not irregular, no specific location and irregular large bubbles. (This proves that the amount of processing AIDS is reasonable, otherwise the melt strength is low, it is necessary to increase the amount of processing AIDS to solve the problem)
Four, the amount of internal and external lubrication:
A. Choose the amount and type of lubricant according to the stabilizer.
B. Quantitative according to the shear characteristics of the equipment, the surface finish of the mold and the sectional area of the mouth die of the mold. (Mainly according to the actual state of the material to determine the amount, sometimes qualitative not quantitative)
C. The general principle of lubricant dosage is as follows:
1, the greater the contact surface area with the material (refers to all the surface area from the feeding section to the whole volume of the mouth die) of the mechanical equipment, the more lubricants need to be added, so the number of lubricants with different thicknesses of products is also different.
2, the processing temperature is high, the melt adhesion metal surface tends to be large, the addition of lubricant is also more.
Note: The amount of internal and external lubrication appears as follows:
Both internal and external lubrication are insufficient, which is characterized by high melt viscosity, high plasticizing torque and serious melt wall sticking phenomenon.
Excessive internal and external lubrication, low torque, poor plasticizing.
Less internal lubricant, more external lubricant. The plasticizing time is obviously prolonged and the plasticizing torque is increased.
More internal lubricant, less external lubricant. The plasticizing time is shortened obviously, there is more serious adhesion phenomenon, the thermal stability time is shortened, and the yellow line of decomposition is produced.
Five, the amount of AC foaming agent is determined according to the requirements of the product. (If a large amount of AC is used in the formula, but the density does not change, it is generally bad plasticization, melt strength, viscosity, elasticity problems.)
Six, active light calcium carbonate or wood powder: in the foamed board must use active light calcium carbonate shall not use light calcium carbonate, if the formula has wood powder filled, it"s best to add a small amount of talcum powder in the formula, because the wood powder mainstream is not good, talcum powder to make up for the defect of wood powder mainstream is not good)
Note: in the process of production should be adjusted according to the state of the material. Make the melt have high quality foaming environment. The production process of foaming products is very delicate, pay more attention to the details of production and the influence of technological changes on products, so as to quickly grasp the essentials and treatment methods of foaming products often occur.
Tenth: the following principles should be kept in mind in the production of foaming products:
Production stability above all else.
After production from the basic formula, adjust and refine the formula on the premise of no waste. Once a reasonable formula is determined, it is not easy to adjust and replace raw material varieties and models. Large scale formula changes (including starting production with 30% waste and changing to more or less in the middle of production) are not allowed. . To determine the formula at the beginning of production, is conducive to more stable production.
According to the state of the melt to make Zui to react quickly to adjust formula.
There is unstable imagination in the production process, step by step process upward inspection shall not be careless (generally the problem of mixing ingredients mixing process is very important shall not be careless).
Must achieve each working procedure is stable, extrusion process will be more stable. The rejection rate will be lower.
When changing the raw material manufacturer or variety, observe the melt state with equal amount of replacement first, understand the characteristics of the raw material according to the variety to be replaced, then adjust the formula. No matter which variety of raw materials will change a lot of products or produce a great cost.
Generally adjust the process temperature, products can be seen after 20 minutes, do not frequently adjust.
The adjustment of the formula generally uses 2 POTS of materials after the product will reflect the real phenomenon.
Whether adjustment process and formula, the melt in the mould need to establish a new equilibrium. So there"s a process of reflection into the product. Adjust the process and formula to carefully observe the products do not rush.
Each link should strictly implement the correct operation technology, not a little careless. The devil is in the details.
Each position should develop the operation according to the process requirements, do not adjust the process and formula independently according to their own ideas and wishes.
General equipment and raw materials are constant, only people"s opinions and thinking are changing, so the unstable production must be checked step by step for human reasons.
3, deeply understand the meaning of the above content, flexible use of the above ideas. To master the processing principle and characteristics of PVC foaming products in the fastest way.
The above content is simple, popular and easy to understand operators mainly consider the meaning of each of the above, and carefully implement the operation strategy and process. To achieve the purpose of adjusting the formula technology easily.
Disclaimer: This article is from the network, only for learning communication, no commercial purpose